Zipangizo zodulira za laser za infrared Picosecond Dual-Platform za Optical Glass/Quartz/Sapphire



Gawo lalikulu
| Mtundu wa Laser | Picosecond ya infrared |
| Kukula kwa Nsanja | 700×1200 (mm) |
| 900×1400 (mm) | |
| Kudula makulidwe | 0.03-80 (mm) |
| Kudula Liwiro | 0-1000 (mm/s) |
| Kusweka Kwapadera | <0.01 (mm) |
| Dziwani: Kukula kwa nsanja kumatha kusinthidwa. | |
Zinthu Zofunika Kwambiri
1. Ukadaulo wa Laser Wosatha:
· Ma pulse afupi a Picosecond-level (10⁻¹²s) ophatikizidwa ndi ukadaulo wa MOPA tuning amakwaniritsa kuchuluka kwa mphamvu >10¹² W/cm².
· Kutalika kwa mafunde a infrared (1064nm) kumalowa muzinthu zowonekera kudzera mu kuyamwa kosalunjika, zomwe zimaletsa kuchotsedwa kwa pamwamba.
· Dongosolo la kuwala la eni ake lomwe limayang'ana kwambiri limapanga malo anayi odziyimira pawokha nthawi imodzi.
2. Dongosolo Logwirizanitsa Malo Awiri:
· Magawo awiri a injini yolunjika ya granite-base (kulondola kwa malo: ± 1μm).
· Nthawi yosinthira siteshoni <0.8s, zomwe zimathandiza ntchito zofanana za "processing-loading/unloading".
· Kulamulira kutentha kodziyimira pawokha (23±0.5°C) pa siteshoni iliyonse kumatsimikizira kukhazikika kwa makina kwa nthawi yayitali.
3. Kulamulira Njira Zanzeru:
· Dongosolo la zinthu zolumikizidwa (magawo agalasi opitilira 200) kuti zigwirizane zokha.
· Kuwunika kwa plasma nthawi yeniyeni kumasintha mphamvu ya laser (kusintha kwa: 0.1mJ).
· Chitetezo cha nsalu yotchinga mpweya chimachepetsa ming'alu ya m'mphepete (<3μm).
Pankhani yogwiritsira ntchito nthawi zambiri yokhala ndi kudula kwa safiro wafer wa makulidwe a 0.5mm, makinawa amafika pa liwiro lodulira la 300mm/s ndi kukula kwa kudula <10μm, zomwe zikutanthauza kuti magwiridwe antchito ake ndi ochulukirapo kasanu kuposa njira zachikhalidwe.
Ubwino Wokonza
1.Integrated dual-station kudula ndi kugawa dongosolo kuti ntchito yosinthasintha igwire ntchito;
2.Kupanga ma geometries ovuta mwachangu kwambiri kumawonjezera luso losintha njira;
3. M'mphepete mwa kudula popanda kupotoza ndi kudula kochepa (<50μm) komanso kugwiritsa ntchito bwino kwa wogwiritsa ntchito;
4. Kusintha kosasinthika pakati pa zofunikira za malonda ndi ntchito yodziwikiratu;
5. Ndalama zochepa zogwirira ntchito, mitengo yokwera yokolola, njira yopanda zinthu zogwiritsidwa ntchito komanso yopanda kuipitsa;
6. Kusapanga matope, zinyalala kapena madzi otayira okhala ndi umphumphu wotsimikizika pamwamba;
Chitsanzo chowonetsera
Mapulogalamu Odziwika
1. Kupanga Zamagetsi Zamagetsi kwa Ogwiritsa Ntchito:
· Kudula bwino mawonekedwe a galasi la chivundikiro cha foni yam'manja la 3D (Kulondola kwa ngodya ya R: ± 0.01mm).
· Kuboola mabowo ang'onoang'ono m'magalasi a wotchi ya safiro (kuboola kocheperako: Ø0.3mm).
· Kumaliza malo owonetsera magalasi a kamera omwe ali pansi pa chiwonetsero.
2. Kupanga kwa Chigawo Chowala:
· Makina a microstructure a ma array a lens a AR/VR (kukula kwa mawonekedwe ≥20μm).
· Kudula ma prism a quartz mozungulira kwa ma laser collimator (kulekerera kwa angular: ± 15").
· Kupanga mawonekedwe a ma filters a infrared (kudula pang'ono <0.5°).
3. Ma phukusi a Semiconductor:
· Kukonza galasi kudzera mu (TGV) pamlingo wa wafer (chiŵerengero cha mbali 1:10).
· Kujambula kwa microchannel pa magalasi a microfluidic chips (Ra <0.1μm).
· Kuchepetsa ma frequency a resonators a quartz a MEMS.
Pakupanga mawindo a LiDAR optical a magalimoto, makinawa amalola kudula mawonekedwe a galasi la quartz la makulidwe a 2mm ndi kupingasa kwa 89.5±0.3°, zomwe zimakwaniritsa zofunikira pa mayeso a kugwedezeka kwa magalimoto.
Mapulogalamu Othandizira
Yapangidwira makamaka kudula molondola zinthu zofooka/zolimba kuphatikizapo:
1. Magalasi okhazikika ndi magalasi owunikira (BK7, silika wosakanikirana);
2. Makristalo a quartz ndi ma substrates a safiro;
3. Magalasi otenthetsera ndi zosefera zowala
4. Ma substrates agalasi
Yokhoza kudula mizere ndi kuboola mabowo molondola mkati (osachepera Ø0.3mm)
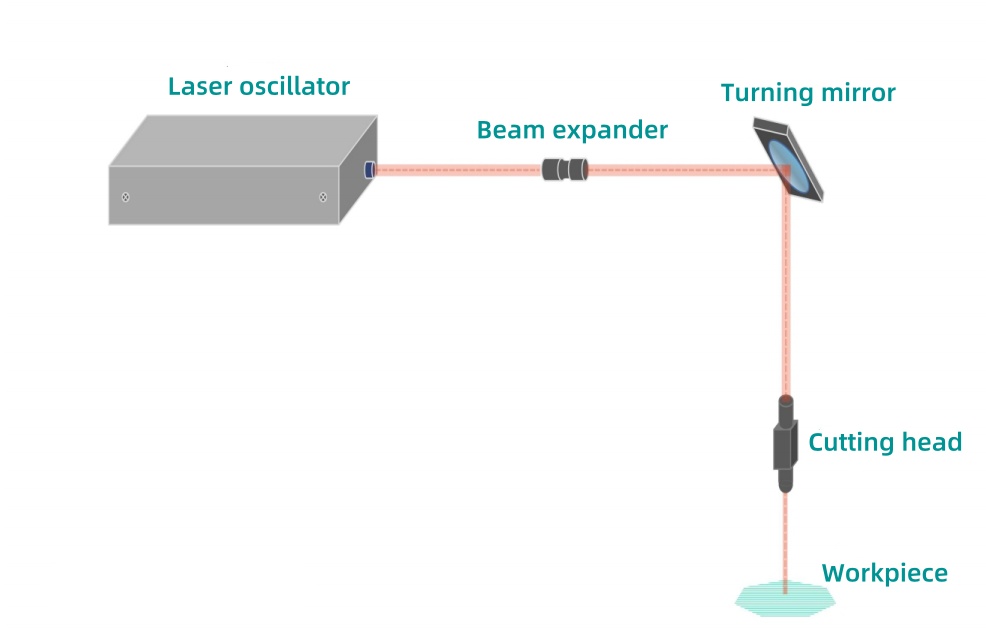
Mfundo Yodulira Laser
Laser imapanga ma pulse afupiafupi okhala ndi mphamvu zambiri zomwe zimalumikizana ndi workpiece mkati mwa femtosecond-to-picosecond timescales. Pakufalikira kudzera muzinthuzo, mtandawo umasokoneza kapangidwe kake kokakamiza kuti apange mabowo opangidwa ndi ma micron-scale filamentation. Kutalikirana kwa mabowo okonzedwa bwino kumapanga ming'alu yaying'ono yolamulidwa, yomwe imaphatikizana ndi ukadaulo wodula kuti ikwaniritse kulekanitsidwa kolondola.
Ubwino wa Kudula Laser
1. Kuphatikiza kwakukulu kwa automation (kuphatikiza kudula/kudula ntchito) ndi kugwiritsa ntchito mphamvu zochepa komanso ntchito yosavuta;
2. Kukonza zinthu mosakhudzana ndi anthu kumathandiza kuti zinthu zitheke mwa njira zachikhalidwe;
3. Kugwira ntchito popanda kugwiritsa ntchito mankhwala kumachepetsa ndalama zoyendetsera ntchito komanso kumathandizira kuti chilengedwe chikhale cholimba;
4. Kulondola kwambiri popanda ngodya yotsika komanso kuchotsa kuwonongeka kwa ntchito yachiwiri;
XKH imapereka ntchito zonse zosinthira makina athu odulira laser, kuphatikiza makonzedwe a nsanja yokonzedwa, chitukuko cha magawo apadera a njira, ndi mayankho okhudzana ndi ntchito kuti akwaniritse zofunikira zapadera zopangira m'mafakitale osiyanasiyana.